イントロダクション
レーザー溶接と従来の溶接のどちらを選ぶか迷ったことはありませんか? それは、洗練されたスポーツカーと信頼性の高いトラックのどちらを選ぶかを決めるようなものです。 どちらにも長所がありますが、どちらがあなたのニーズに最も適しているでしょうか? 情報に基づいた選択ができるように、溶接の火花とビームについて詳しく見ていきましょう。
レーザー溶接と従来の溶接のどちらを選択するかは、プロジェクトの要件、材料の種類、予算の制約、望ましい溶接品質など、さまざまな要因によって異なります。レーザー溶接は、精度、速度、熱の影響の低減に優れていますが、初期費用が高く、材料のフィットアップに対する敏感さを伴います。逆に、従来の溶接は、初期費用が低く、使い慣れたプロセスを提供しますが、最新の溶接と比較すると、精度と速度に苦労する可能性があります。これらの長所と短所を理解することで、特定のニーズに基づいて情報に基づいた決定を下すことができます。
長年溶接業界で働いてきたエンジニアとして、ここではさまざまな角度から一つずつ分析してみたいと思います。
従来の溶接を理解する
従来の溶接は、何十年もの間、製造業の基盤となってきました。MIG、TIG、スティック溶接は、それぞれに独自の特徴があります。これらの方法では、熱と充填材を使用して金属を接合しますが、溶接工のスキルと経験に依存します。
Kirin Laser での私の経験から、従来の溶接は用途が広く、広く利用されています。忙しい工場でも、遠隔地の作業場でも、従来の方法に頼って作業を完了することができます。従来の方法は、溶接業界の主力製品であり、信頼性が高く信頼されています。
レーザー溶接は、従来の溶接方法に比べて、より高い精度と速度を実現します。◯
この記事では、レーザー溶接は精度に優れ、従来の方法よりも最大 10 倍の溶接速度を実現できることを強調しています。
MIG 溶接や TIG 溶接などの従来の溶接方法は、一般的にレーザー溶接よりも実装コストが高くなります。×
従来の溶接では、レーザー溶接機に必要な高額な初期投資に比べて、一般的に初期設備コストが低くなります。
従来の溶接のさまざまな種類の概要
従来の溶接には、何十年にもわたって製造業や建設業の基礎となってきた、確立されたいくつかの技術が含まれます。最も有名な方法としては、MIG (金属不活性ガス)、TIG (タングステン不活性ガス)、スティック溶接などがあります。これらの方法にはそれぞれ独自の特徴、用途、利点があります。
MIG溶接
MIG 溶接は、最もユーザーフレンドリーな溶接技術とみなされることが多く、初心者にもプロにも人気のある選択肢となっています。
- プロセス: 消耗ワイヤ電極をシールドガスとともに連続的に供給し、溶接プールを汚染から保護します。ワイヤとワークピースの間に電気アークが形成され、両方が溶けて冷却時に強力な結合が形成されます。
- 用途MIG 溶接は、そのスピードと効率性により、自動車製造、家電製品生産、金属家具製造などで広く使用されています。
- 優位性: 厚い材料を素早く溶接でき、さまざまな位置に適応できるため、工業用と DIY プロジェクトの両方に適しています。
TIG溶接
TIG 溶接は精度と汎用性に優れていることで知られており、高品質の溶接が必要な場合によく使用されます。
- プロセスこの方法では、消耗しないタングステン電極を使用してアークを発生させます。溶接工は必要に応じて手動で溶接プールにフィラー材料を供給します。不活性ガス (通常はアルゴン) を使用すると、大気汚染から溶接部が保護されます。
- 用途航空宇宙製造、芸術的な金属細工、高級自転車製造でよく見られる TIG 溶接は、美観と強度が重要となる状況で優れた性能を発揮します。
- 優位性: スパッタを最小限に抑えたクリーンで高品質な溶接を実現し、幅広い金属の溶接が可能です。
スティック溶接
シールドメタルアーク溶接 (SMAW) としても知られるスティック溶接は、今日でも広く使用されている最も古い溶接方法の 1 つです。
- プロセスこの技術では、フラックスを塗布した消耗電極を使用します。電極とワークピースの間に電気アークが発生し、両方が溶けて強力な接合部が形成されます。フラックスコーティングにより保護ガスが生成され、溶接部が汚染されるのを防ぎます。
- 用途スティック溶接は、頭上を含むさまざまな位置で厚い材料を溶接できるため、建設や重機の修理に特に効果的です。
- 優位性: シンプルで持ち運びが簡単なため、屋外での作業や、電源へのアクセスが制限される遠隔地に最適です。また、他の方法に比べてセットアップ時間が短くて済みます。

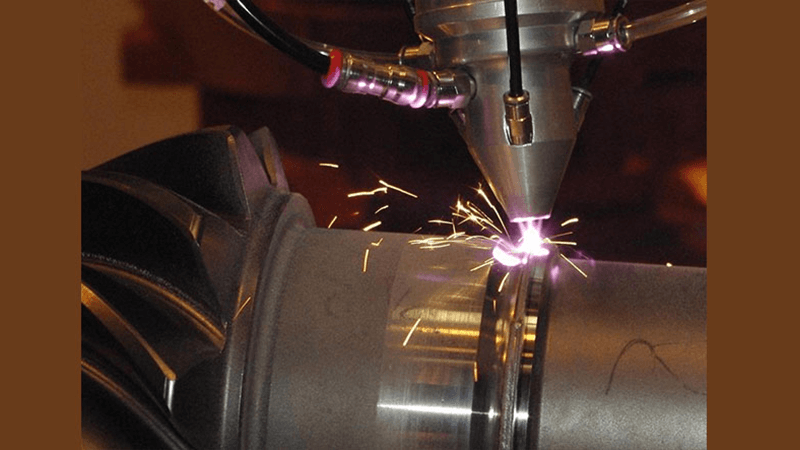
レーザー溶接を理解する
レーザー溶接は、精度とスピードを両立させた新しい技術です。レーザービームを集中させることで、最小限の熱入力で材料を溶かして融合します。このハイテクな手法は比類のない制御性を提供し、複雑なプロジェクトに最適です。
レーザー溶接技術は、さまざまな産業ニーズを満たすために調整されたさまざまな方法を取り入れるように進化してきました。レーザー溶接の主な 3 つの形式は、ハンドヘルド レーザー溶接、自動レーザー溶接、ロボット レーザー溶接です。各方法にはそれぞれ異なる利点と用途があり、レーザー溶接は複数の分野で汎用的なソリューションとなっています。
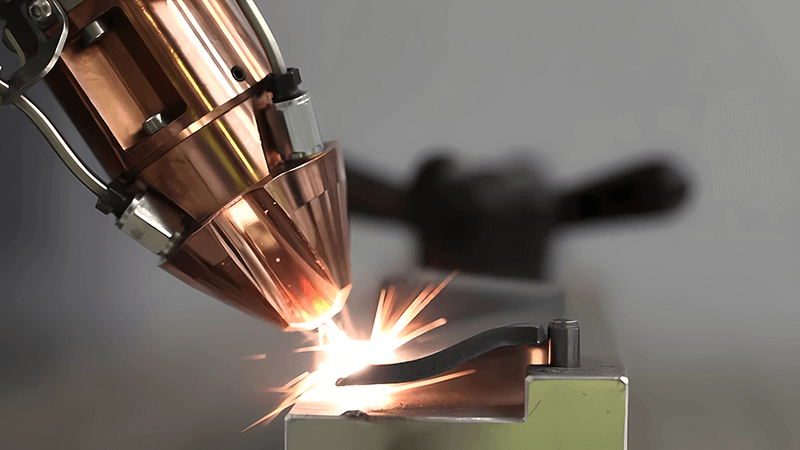
ハンドヘルドレーザー溶接
ハンドヘルド レーザー溶接システムは柔軟性と使いやすさを考慮して設計されており、オペレーターは最小限のトレーニングで高品質の溶接を実行できます。
- 操作のしやすさこれらのシステムは、多くの場合 5 ~ 30 分以内に習得できるため、初心者でも簡単に使用できます。ホット グルー ガンを使用できる人であれば、ハンドヘルド レーザー溶接機を効果的に操作できます。
- スピードと効率: ハンドヘルド レーザーは、MIG 溶接などの従来の方法よりも最大 4 倍の溶接速度を実現できます。大規模なセットアップを必要とせずに、連続溶接またはスポット溶接が可能です。
- 最小限の熱入力: 処理中に発生する熱が低いため、部品の変形のリスクが軽減され、薄い材料や繊細な部品に適しています。
- 多彩なアプリケーション: ハンドヘルド レーザーは、アルミニウム、銅、鋼、ステンレス鋼など、さまざまな材料を溶接できます。特に、金属加工、自動車修理、小規模製造などの用途に役立ちます。
- 安全機能: 最新のハンドヘルド レーザーには、使用中のオペレーターの安全を確保するための保護眼鏡や内蔵アラームなどの安全機能が装備されています。
自動レーザー溶接
自動レーザー溶接システムは、一貫性と速度が重要となる大量生産環境向けに設計されています。
- 完全自動化システムこれらのシステムは、人間の介入なしに複雑な溶接を実行できるため、生産効率が大幅に向上します。バッテリーの組み立てや電子機器の製造などのタスクの製造ラインに統合されることがよくあります。
- 精密制御: 自動システムは、高度なセンサーと制御を利用して、溶接プロセス全体にわたって高精度を確保します。これには、さまざまな材料や溶接形状に適応するための時間的および空間的なレーザー出力変調などの機能が含まれます。
- 広い作業エリア多くの自動レーザー溶接機には広い作業領域が備わっており、より大きな部品や複数の部品を同時に処理することができます。
- プロセス監視高度な監視システムにより、溶接品質に関するフィードバックがリアルタイムで提供され、即座に調整を行って高い基準を維持できます。

ロボットレーザー溶接
ロボットレーザー溶接は、ロボットの柔軟性とレーザー技術の精度を組み合わせ、複雑な用途に適しています。
- 高精度と高速: レーザーヘッドを搭載したロボットアームは、複雑な溶接を高速で実行できます。これは、精度が最も重要となる自動車や航空宇宙などの業界で特に有益です。
- リモートレーザー溶接機能一部のロボット システムでは、ミラーを使用して遠くからレーザー ビームを照射できるリモート レーザー溶接技術が使用されています。これにより、機械的な動きが減り、精度を維持しながら速度が向上します。
- ダイナミッククランプ: ロボットは部品のバリエーションに基づいてクランプツールを動的に調整できるため、異なる設計や材料で作業する場合でも一貫した溶接品質を確保できます。
- 24/7オペレーション: ロボット システムは疲労することなく連続的に動作できるため、大量生産環境における生産性が大幅に向上します。人間のオペレーターには困難または不可能な複雑なタスクを実行できます。
Kirin Laser では、レーザー溶接が生産ラインを変革するのを見てきました。ピンポイントの精度で溶接できるため、無駄が減り、製品の品質が向上します。まるで折りたたみ式携帯電話からスマートフォンにアップグレードしたようなもので、画期的です。
ハンドヘルドレーザー溶接システムは広範囲にわたるトレーニングを必要とし、初心者には適していません。×
記事によると、ハンドヘルドレーザー溶接システムは、5〜30分以内にすぐに習得できるため、初心者でも簡単に使用できます。
従来の溶接は、さまざまな材料や厚さに対応できるため、汎用性が非常に高くなります。◯
記事では、従来の溶接は汎用性が高く、さまざまな材料や厚さに適用でき、さまざまな業界のさまざまな用途に適していると述べています。
従来の溶接の利点
従来の溶接は、いくつかの点で優れています。まず、機器は入手しやすく、初期費用も比較的安価です。溶接を始めるのにハイテクな設備は必要ありません。必要なのは、適切なツールと少しのノウハウだけです。
もう一つの利点は、汎用性です。従来の溶接は、さまざまな材料や厚さに対応できるため、さまざまな用途に最適です。頑丈な建設から繊細な芸術プロジェクトまで、あらゆる用途に使用できます。
ここでは、従来の溶接の利点を体系的に紹介します。
MIG (金属不活性ガス) 溶接や TIG (タングステン不活性ガス) 溶接などの従来の溶接方法は長年にわたって広く使用されており、次のようないくつかの利点があります。
- 親しみと理解従来の溶接プロセスは、何十年にもわたって改良されてきたため、製造業界ではよく理解されています。この熟知により、溶接工のトレーニングとスキル開発が容易になります。
- 初期投資の削減従来の溶接に必要な機器や消耗品は、レーザー溶接などの新しい技術に比べて一般的に手頃な価格であるため、小規模な作業でも利用しやすくなります。
- 汎用性従来の溶接は、さまざまな金属や合金を含む幅広い材料に適用できるため、さまざまな業界のさまざまな用途に適しています。
- 自動化の容易さ多くの従来の溶接方法は比較的簡単に自動化できるため、既存のプロセスに大きな変更を加えることなく生産効率を高めることができます。
- 手動実装従来の溶接技術では手動操作が可能であり、柔軟性や即時の調整が必要な状況で有利になります。

従来の溶接の欠点
しかし、すべてが順調に進むわけではありません。従来の溶接ではかなりの熱が発生し、材料が変形したり、構造の完全性が弱まったりする可能性があります。精度が最優先事項である場合、これは大きな問題です。
もう 1 つの欠点は速度です。従来の方法は一般にレーザー方式よりも遅いため、ペースの速い環境では生産性が低下する可能性があります。さらに、必要なスキル レベルが一定でない場合があり、結果に一貫性がないことがあります。
従来の溶接には利点がある一方で、顕著な欠点もあります。
- 熱歪み: 従来の溶接方法に伴う高熱入力は、溶接材料に大きな熱変形と残留応力をもたらす可能性があり、接合されるコンポーネントの構造的完全性を損なう可能性があります。
- 精度に限界がある: 溶接において高精度を達成することは、特に複雑または繊細な用途では困難な場合があります。作業者間のスキル レベルのばらつきも、一貫性に影響を与える可能性があります。
- 処理速度が遅い: 従来の溶接プロセスは、特に厚い材料や複雑な接合部の場合、レーザー溶接などの最新技術に比べて遅くなる可能性があります。これは、全体的な生産効率に影響を与える可能性があります。
- 健康リスク: 作業者は、熱、煙、アークフラッシュによる傷害など、さまざまな危険にさらされます。このため、厳格な安全対策が必要となり、長期的には健康問題につながる可能性があります。
- 後処理のニーズ従来の方法で生産された溶接の品質は、滑らかな仕上がりを実現するために大規模な後処理を必要とすることが多く、生産に時間とコストが追加されます。
レーザー溶接の利点
- 精度と制御: レーザー溶接では、100 分の 1 ミリメートルという非常に精密な溶接が可能です。この精度は、厳しい許容誤差が要求される電子機器や医療機器などの業界では不可欠です。
- 低入熱: レーザービームは集中しているため、熱の影響を受ける領域はごくわずかです。その結果、熱影響部 (HAZ) が非常に低くなり、熱による歪みが最小限に抑えられ、溶接される材料の機械的特性が維持されます。
- スピードと効率: レーザー溶接は従来の方法に比べて大幅に高速化でき、場合によっては最大 10 倍の速度になります。この高いスループットにより、大量生産環境に最適です。
- 材料の多様性この技術は、ステンレス鋼、アルミニウム、チタンなどの金属だけでなく、プラスチックなどの非金属を含む幅広い材料に適用できます。また、他の溶接技術では難しいことが多い異種材料の接合も効果的に行うことができます。
- 最小限の後処理レーザー溶接はクリーンなため、多くの場合、溶接後の大規模な仕上げ工程が不要になり、全体的な生産時間とコストが削減されます。
- 非接触プロセス: レーザービームがワークピースに物理的に接触しないため、繊細な部品の汚染や損傷のリスクが低くなります。この特性は、医療機器製造など、高い衛生基準が求められる分野で特に有益です。
レーザー溶接のデメリット
しかし、レーザー溶接には欠点がないわけではありません。初期投資は高額です。レーザー溶接機は従来の機器よりも高価です。これは中小企業や新興企業にとって障壁となる可能性があります。
- 専門的なトレーニングも必須レーザー溶接装置の操作には専門知識が必要であり、全体的なコストと複雑さが増します。さらに、すべての材料がレーザー溶接に適しているわけではないため、状況によっては適用範囲が限られます。
- 高い設備コストレーザー溶接装置は、レーザー、光学系、その他の必要な部品で構成されており、高価です。そのため、初期投資が高額となり、中小企業にとっては障壁となる可能性があります。
- 高い組み立て精度要件: レーザービームの焦点は非常に小さいため、ワークピースの組み立てには高い精度が求められます。位置ずれや精度不足は溶接品質に悪影響を及ぼし、欠陥や接合部の不一致につながる可能性があります。
- 材料の制限アルミニウムや銅などの高反射率材料の溶接は、レーザーエネルギーを反射する傾向があるため、困難を伴います。これらの材料では、効果的な溶接結果を得るために、特別な表面処理や追加の処理手順が必要になる場合があります。
- 比較的低いエネルギー変換効率: 従来の溶接方法と比較すると、電気エネルギーをレーザーエネルギーに変換する効率はそれほど高くありません。これにより、溶接プロセス中の運用コストが高くなり、エネルギー消費が増加する可能性があります。
- 安全性の懸念: レーザー溶接では高強度のレーザー光線を使用するため、適切な保護対策を講じないと作業者に重大な安全上のリスクが生じる可能性があります。事故や有害な放射線への曝露を防ぐには、適切なシールド、保護眼鏡、安全プロトコルが不可欠です。
- 制限された厚さの範囲: レーザー溶接は、通常、薄い材料から中程度の厚さの材料に対してより効果的です。非常に厚い材料を溶接する場合は、複数のパスまたは別の溶接技術が必要になる可能性があり、プロセス全体の効率と有効性が低下します。
- 専門スキル要件: レーザー溶接装置の操作には、多くの場合、専門的なトレーニングと専門知識が必要です。装置のセットアップ、監視、保守には熟練した技術者が必要であり、全体的な運用コストと複雑さが増す可能性があります。

レーザー溶接と従来の溶接の比較
詳しく見てみましょう。従来の溶接は汎用性が高く、初期コストが低いため、幅広い用途に最適です。一方、レーザー溶接は精度と速度に優れており、ハイテク産業に最適です。
性能面では、レーザー溶接は材料の歪みが少なく、よりきれいで強力な溶接を実現します。しかし、機器の携帯性と柔軟性が重要となるシナリオでは、従来の溶接に勝るものはありません。
| 因子 | レーザー溶接 | 伝統的な溶接 |
|---|---|---|
| 入熱 | 熱入力が低いため、熱影響部 (HAZ) が小さくなり、歪みが減少します。 | 熱入力が大きいと、大きな歪みや HAZ の拡大が発生する可能性があります。 |
| 速度 | 非常に高速で、特に自動化設定では毎分 100 インチを超える速度を実現します。 | 手動操作の場合は遅く、通常は 2 分あたり 6 ~ XNUMX インチです。 |
| 精度と精度 | 高精度で狭い溶接(最小 0.1 mm)なので、複雑なデザインに最適です。 | 精度が低く、品質はオペレーターのスキルに大きく依存します。 |
| 溶接品質 | 後処理を最小限に抑えて、きれいで美しい溶接を実現します。 | 多くの場合、溶接が不均一になり、飛び散った物質を掃除する必要が生じます。 |
| 材料の互換性 | 薄い金属や熱に弱い金属など、幅広い材料に適しています。 | 一般的に厚い素材には適していますが、薄いシートの場合は歪みが生じるため扱いにくい場合があります。 |
| 初期投資 | 高度な技術と設備により初期コストが高くなります。 | 初期コストが低いため、小規模な事業でも利用しやすくなります。 |
| 運用コスト | スピードと効率性により長期的な運用コストが削減され、材料の無駄が減ります。 | 速度の低下と潜在的なやり直しの必要性により、時間の経過とともに運用コストが高くなります。 |
| 自動化の可能性 | 自動化に非常に適しており、生産ラインに簡単に統合できます。 | 自動化は可能ですが、通常はより多くの手動の監視とスキルが必要です。 |
| トレーニングの要件 | 複雑なシステムを効果的に管理するには、オペレーターに専門的なトレーニングが必要です。 | 基本的なテクニックを習得するのは簡単ですが、スキルを習得するには時間がかかります。 |
| 用途 | 航空宇宙、電子機器、医療機器などの高精度産業に最適です。 | 一般的な製造、建設、修理作業でよく使用されます。 |
レーザー溶接を選択する場合
プロジェクトで高精度と最小限の熱影響が求められる場合は、レーザー溶接を選択してください。自動車、航空宇宙、電子機器などの業界では、レーザー溶接の性能が大きなメリットをもたらします。効率と製品品質の向上をお求めの場合は、レーザー溶接が最適です。
さらに、レーザー溶接は複雑なデザインや厳しい許容誤差に最適です。 1 ミリでも重要な場合、レーザー溶接の精度により、コンポーネントがシームレスにフィットすることが保証されます。
プロジェクトで非常に高い精度と熱影響部の縮小が求められる場合は、レーザー溶接を選択してください。この方法は、次のような業界で特に有利です。
- 自動車
- 航空宇宙産業
- ディスプレイ・電子機器関連
これらの部門は、レーザー溶接によって歪みを最小限に抑えてきれいで強力な接合部を生成し、効率と製品品質の両方を向上させるというメリットを得ています。
レーザー溶接は入熱量が高いため、薄い材料の溶接には効果がありません。×
レーザー溶接は実際には熱入力が最小限であるため、部品の変形のリスクが軽減され、薄い材料や繊細な部品に適しています。
ロボットレーザー溶接により、疲労を感じることなく24時間7日連続稼働が可能になり、生産性が向上します。◯
この記事では、ロボットレーザー溶接システムは疲労することなく連続的に動作し、大量生産環境での生産性を大幅に向上できることを説明しています。
従来の溶接を選択する場合
従来の溶接は、厚い材料を使用するプロジェクトや、携帯性が重要となるプロジェクトに最適です。建設現場、造船、大規模製造では、堅牢性と適応性のために従来の方法に頼ることがよくあります。
また、予算の制約が問題となる場合にも最適です。機器コストが低く、熟練した溶接工が利用できることから、従来の溶接は多くの企業にとってコスト効率の良い選択肢となります。
より厚い素材と携帯性
従来の溶接方法は、厚い材料を扱うプロジェクトや移動性が重要な場合に適しており、次のような業界に適しています。
- 構築
- 造船
- 大規模製造
多くの場合、堅牢性と汎用性のために従来の溶接に頼っています。
キリンレーザーの売れ筋レーザー溶接機

結論
レーザー溶接と従来の溶接のどちらを選択するかは、お客様の特定のニーズ次第です。プロジェクトの要件、予算、必要な精度を評価して、最適な決定を下してください。Kirin Laser は、お客様がこれらの選択をナビゲートし、最適な溶接ソリューションを見つけるお手伝いをいたします。最適なファイバー レーザー溶接機とソリューションを入手するには、当社にお問い合わせください。
溶接技術に関する詳しい情報については、当社の専門家によるリソースをご覧ください。
参照:
- 「溶接の未来: レーザー付き溶接機が必要な理由キリンレーザーの「」。
- "アルミニウム同士の溶接に最適なツール:ファイバーレーザー溶接キリンレーザーより、「
- "製造業におけるレーザー溶接ジョイントの主な利点: 切り替えるべき理由キリンレーザーより、「
- "レーザーシステムによる溶接の総合ガイドキリンレーザーより、「
- "販売されている高品質のレーザー溶接で注目すべき点は何ですか?キリンレーザーより、「
- "知っておきたいレーザー溶接技術の革新キリンレーザーより、「
- "レーザー溶接アプリケーション「、ディオデラより。」
- "レーザー溶接とは何か、どのように機能するのか「Cobot より」
- "従来の溶接とレーザー溶接"、Titanovalaserより。




