Вы когда-нибудь задумывались, как в стекле сверлятся идеально точные отверстия? Представьте себе, что вы можете достичь такой точности в своих проектах. Будучи инженером Kirin Laser, я своими глазами видел, как лазерное сверление может изменить обработку стекла. Позвольте мне рассказать вам об основных шагах и соображениях, необходимых для освоения этой технологии.
Лазерное сверление в обработке стекла — это игра, которая меняет правила игры. Точность, скорость и эффективность, которые оно предлагает, не имеют себе равных. В этом руководстве мы погрузимся в тонкости лазерного сверления, от подготовки до постобработки, гарантируя вам достижение наилучших результатов каждый раз.
Хотите узнать больше? Давайте вместе исследовать этот увлекательный мир. Независимо от того, являетесь ли вы опытным профессионалом или любопытным новичком, всегда можно узнать что-то новое о лазерном сверлении.

Каковы различные типы стекла и особенности их обработки?
Стекло, обладающее превосходной прозрачностью и химической стабильностью, широко используется в различных областях. В отраслях специального стекла, таких как медицинская, химическая и фотоэлектрическая, спрос ежегодно увеличивается с развитием технологий. Ниже приведены некоторые распространенные классификации стекла и характеристики их обработки:
1>. Натриево-известковое стекло, ультрапрозрачное стекло и стекло K9
- Натриево-известковое стекло (обычное стекло)
- Ультра-прозрачное стекло (стекло с низким содержанием железа)
- K9 Стекло Эти типы стекла обладают хорошей прочностью и твердостью, подходят для сверления отверстий толщиной от 0 до 20 мм.
2>. Боросиликатное стекло и кварцевое стекло
- Боросиликатное стекло: Превосходная светопроницаемость и очень низкий коэффициент теплового расширения.
- Кварцевое стекло: Обычно используется в оптических линзах с чрезвычайно высокой твердостью. При обработке этих типов стекла обычно используются такие методы, как термическое расширение и сжатие или лазерное раскалывание. С постоянным развитием лазерных технологий лазерное сверление стекла постепенно стало новым методом обработки. Для обработки стекла высокой твердости требуются лазеры высокой пиковой мощности.
3>. Закаленное стекло
Закаленное стекло — это тип предварительно напряженного стекла, которое повышает прочность и несущую способность стекла с помощью химических или физических методов, создавая поверхностное сжимающее напряжение. Его устойчивость к давлению ветра, холоду, жаре и ударам была повышена. Однако после обработки закаленное стекло невозможно разрезать. При разбивании осколки закаленного стекла образуют тупоугольные частицы, что снижает риск травмирования человека.
Различные типы стекла имеют свои преимущества и требования к обработке в различных сценариях применения. Выбор правильного метода обработки и инструментов имеет решающее значение для обеспечения качества обработки.
Преимущества Стекло Лазерное сверление
Сверление стекла является важной частью производства и глубокой переработки стекла, что подчеркивает его важность. В настоящее время традиционные процессы резки стекла в основном включают резку с ЧПУ с использованием инструментов и резку с ЧПУ водоструйной струей. Малым предприятиям или предприятиям с ограниченным бюджетом эти традиционные методы резки трудно продвигать из-за высоких затрат.
Лазерное сверление стекла, как метод бесконтактной обработки, использует сфокусированный лазерный луч высокой плотности для плавления или даже испарения стекла. Лазер использует прозрачность стекла, чтобы сфокусировать луч на самом нижнем слое стекла. Используя 2.5D-гальванометр для высокоскоростного сканирования, стекло снимается слой за слоем снизу вверх, что позволяет обрабатывать стекло различной толщины и типа. Помимо первоначальных затрат, лазерная резка стекла не требует последующих затрат на расходные материалы, что делает ее все более важным выбором в стекольной промышленности.
В этом эксперименте лазер Jept YDFLP-M8-200-SW-V2 в сочетании с 2.5D-гальванометром и программно-аппаратной системой для трехмерной резки используется для получения отверстий правильной круглой формы или сверления и резки стекла неправильной формы. По сравнению с традиционным механическим бурением эта система обеспечивает высокую эффективность обработки, низкие затраты на техническое обслуживание и минимальное тепловое воздействие.
01 Влияние параметров лазера на лазерное сверление стекла
1>. Влияние ширины импульса на сверление стекла
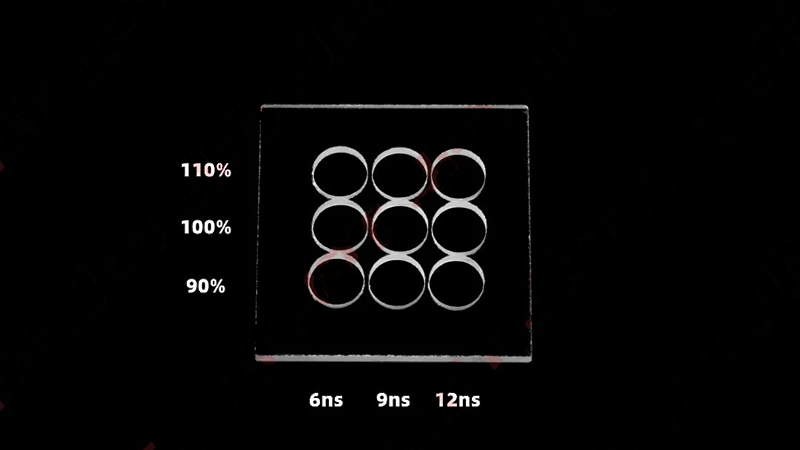
Ниже представлены эксперименты по сверлению сверхпрозрачного стекла с диаметром отверстия 10 мм и толщиной 3 мм. Испытания проводились в режимах 6 нс, 9 нс и 12 нс для наблюдения за влиянием ширины импульса на резку стекла на соответствующих частотах среза.
| Схлопывание (мкм) \ Ширина импульса | 6ns | <b>Сравнение</b> | 9ns | <b>Сравнение</b> | 12ns | <b>Сравнение</b> |
| 110% Частота среза P | 147.4 | 431.8 | 140.6 | 314.7 | 166.5 | 366.8 |
| Max | 579.2 | 455.3 | 533.3 | |||
| Частота среза P | 150.1 | 249.2 | 148.4 | 299.9 | 182.0 | 302 |
| MAX | 399.3 | 448.3 | 484.0 | |||
| 90% Частота среза P | 155.6 | 273.8 | 171.9 | 243.6 | 168.6 | 494.1 |
| MAX | 429.4 | 415.5 | 662.7 |
Эксперимент пришел к выводу, что лучше всего контролируются средние и максимальные значения схлопывания краев в течение 9 нс, за ними следуют 6 нс, которые также демонстрируют хорошие характеристики схлопывания краев. Среднее и максимальное значения для 12 нс немного больше, при этом анализ показывает, что накопление тепла при 12 нс вызывает схлопывание края. Подходящая энергия одиночного импульса и пиковая мощность существенно влияют на контроль схлопывания кромок. Более высокая энергия одиночного импульса и более высокая пиковая мощность при одинаковой длительности импульса обеспечивают лучший эффект обработки.
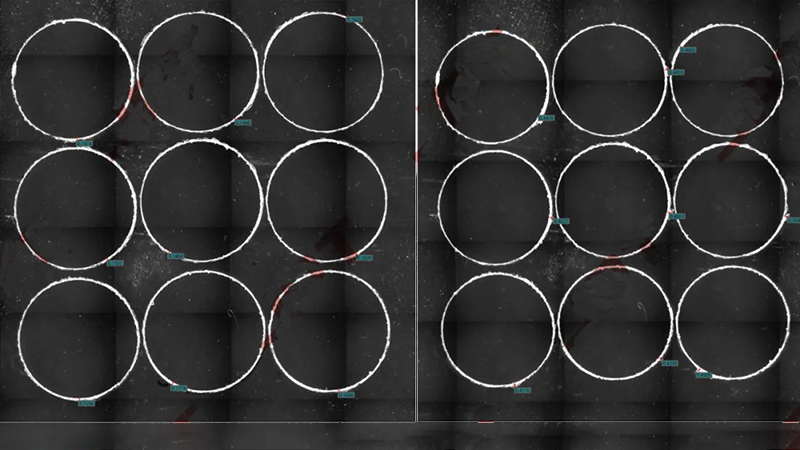
2>. Влияние частоты повторений на сверление стекла
Эксперимент пришел к выводу, что когда частота повторения находится на частоте среза, эффективность обработки является самой высокой. Сокращение времени обработки уменьшает накопление тепла, что приводит к наименьшему разрушению кромки по сравнению с 90% и 110%. Ниже частоты среза более низкая средняя выходная мощность приводит к снижению эффективности. Выше частоты среза уменьшение энергии одиночного импульса и пиковой мощности приводит к снижению эффективности.
| Время обработки \ ширина импульса | 6ns | 9ns | 12ns |
| 110% частота среза | 1.977s | 1.816s | 1.529s |
| Частота среза | 1.907s | 1.791s | 1.434s |
| 90% частота среза | 2.167s | 1.866s | 1.618s |
3>. Влияние мощности на сверление стекла
Мощность лазера влияет как на эффективность, так и на время обработки. Для дальнейшего изучения существенного влияния мощности лазера на эффективность был проведен эксперимент, изменяя только процент мощности, сохраняя при этом другие параметры постоянными. В качестве параметров был выбран режим 9 нс с частотой 280 кГц, а процент мощности был установлен на уровне 70%, 80% и 90%. Была проверена эффективность сверления отверстия диаметром 10 мм в белом стекле толщиной 3 мм.
В результате эксперимента делается вывод, что с увеличением средней мощности пиковая мощность лазера увеличивается, а время, необходимое для сверления отверстий одинаковой толщины и диаметра, уменьшается.
| Процент мощности | Дата |
| 70% | 2.622s |
| 80% | 1.919s |
| 90% | 1.447s |
02. Эксперимент по лазерному сверлению нестандартной формы
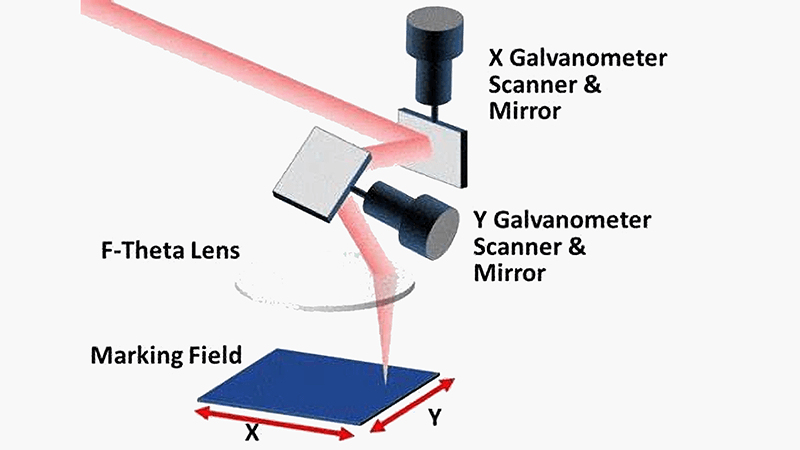
лазерный луч выводится лазером, а двигатель гальванометра обеспечивает высокоскоростное движение лазерного луча за счет высокоскоростного движения, которое затем фокусируется в рабочем диапазоне линзой F-Theta. Этот метод обработки удобен, управляем и настраиваем, что обеспечивает конкурентоспособное решение для автоматизации и комплексной обработки оборудования.
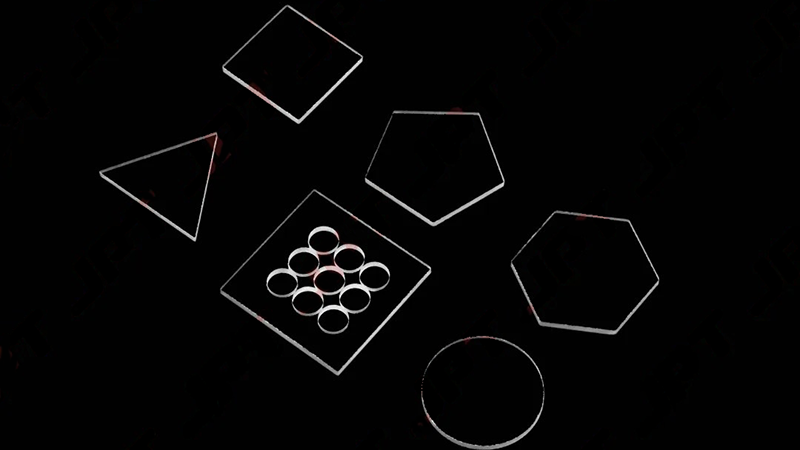
На изображении ниже показан эффект неравномерного сверления с использованием лазера YDFLP-200-M8-SW-V2, с разрушением кромки менее 400 микрометров и отличным качеством кромки.
03. Эксперимент по лазерному сверлению стекла различной толщины
В отрасли сверления стекла повышение эффективности и снижение затрат являются обычными задачами. Решение болевых точек и проблем отрасли является неустанной целью JPT. Большая энергия одиночного импульса и более высокая пиковая мощность значительно повышают эффективность обработки. Следующие результаты показывают эффективность обработки для различных толщин и диаметров сверления с использованием лазера YDFLP-200-M8-SW-V2, только для справки.
| Диаметр сверления (мм) | Время бурения(сек) | ||
| 0.3 | 0.8 | 1.1 | 3.4 |
| 10 | 1.0 | 1.6 | 3.3 |
| 20 | 1.8 | 2.4 | 6.7 |
| 30 | 2.8 | 4.8 | 11.5 |
| 40 | 4.7 | 6.8 | 15.9 |
| 50 | 5.5 | 8.6 | 20.0 |
| 60 | 9.1 | 13.3 | 23.0 |
| 70 | 14 | 16.0 | 29.0 |
| 80 | 17 | 27.0 | 40.0 |
| 100 | 24 | 43.0 | 81.0 |
| 120 | 47 | 80.0 | / |
| 150 | 63 | / | / |
04. Лазеры серии JPT M8
Лазеры серии JPT M8 используют структуру усилителя мощности задающего генератора (MOPA). С момента своего запуска в 2021 году он претерпел множество итераций и оптимизаций, в результате чего были разработаны лазеры различных уровней мощности для разных приложений. Лазеры низкой и средней мощности (например, 20 Вт и 50 Вт) подходят для обработки поверхности и травления термочувствительных материалов. Лазеры средней и высокой мощности (от 100 до 300 Вт) превосходно работают в высокоэффективных и требовательных приложениях, таких как глубокая резка, глубокая гравировка и матирование стекла.
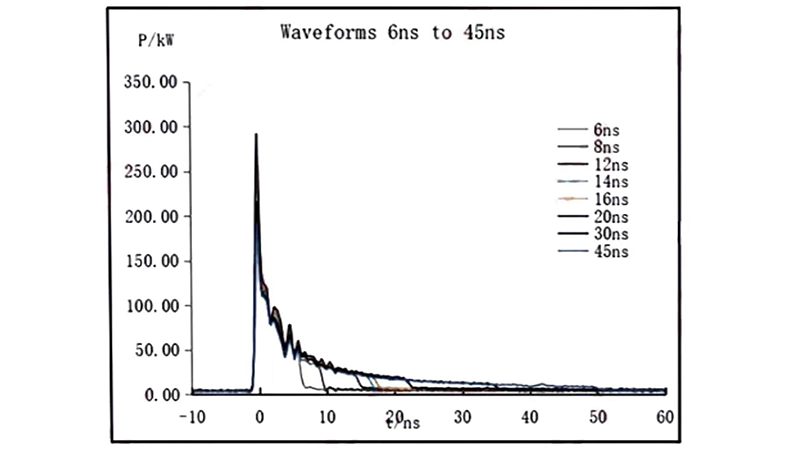
Опираясь на функцию независимой регулировки частоты импульсов серии JPT M7, серия M8 ориентирована на оптимизацию пиковой мощности импульса и качества луча. Эта серия сохраняет превосходное качество луча в условиях работы с высокой мощностью, а пиковая мощность достигает 300 кВт. Эффективные лазеры серии M8 выводят на новый уровень высокоэффективную обработку в области промышленной автоматизации.
| Параметр | Параметр | Замечания |
| M² | <1.5 | / |
| Средняя выходная мощность (Вт) | > 200 | / |
| Энергия импульса (мДж) | 0.95 мДж при 12 нс | / |
| Ширина импульса (нс) | 6-200 | регулируемый |
| Максимальная пиковая мощность (кВт) | 300 | / |
| Частота повторения (кГц) | 1-4000 | регулируемый |
| Нестабильность выходной мощности (%) | <5 | 24h |
| Центральная длина волны (нм) | 1064 | / |
| Диаметр луча (мм) | 3 ± 0.5 или 11 ± 1 | / |
| Диапазон регулировки мощности (%) | 0-100 | / |
| Спектральная ширина при 3 дБ (нм) | <20 | Полоса пропускания 3 дБ |
| Направление поляризации | произвольный | / |
| Антибликовая способность | Да | / |
05. Применение сложных характеристик материалов
Лазеры высокой пиковой мощности серии M8 могут достигать эффектов, недоступных обычным инфракрасным волоконным лазерам, например, маркировка на пластике. Существует много распространенных типов пластмасс, и обычно инфракрасные волоконные лазеры с длиной волны 1064 нм считаются непригодными для маркировки пластиковых материалов, при этом обычно используются твердотельные УФ-лазеры или CO2-лазеры. Однако низкие тепловые характеристики лазеров с высокой пиковой мощностью делают такую маркировку возможной.
По сравнению с различными проблемами, возникающими при традиционной контактной обработке, метод бесконтактной обработки с использованием мощных лазеров высокой пиковой мощности имеет значительные преимущества. Хотя первоначальные инвестиции больше, последующая стабильность обработки выше, а постоянные инвестиции меньше. В приложениях со сложными характеристиками и физическими свойствами материалов лазеры с высокой пиковой мощностью серии JPT M8 благодаря превосходному качеству луча и возможностям настройки параметров могут легко обрабатывать и выполнять высококачественную обработку.

Заключение
Лазерное сверление при обработке стекла обеспечивает непревзойденную точность и эффективность. Различные типы стекла имеют свои преимущества и требования к обработке, и понимание этих факторов имеет решающее значение для достижения оптимальных результатов. Лазерные технологии, особенно с такими достижениями, как лазеры серии JPT M8, обеспечивают универсальное и эффективное решение для различных потребностей в обработке стекла. Выбрав правильный тип стекла, установив соответствующие параметры и используя передовые лазерные системы, вы можете значительно расширить свои возможности обработки стекла. Откройте для себя будущее обработки стекла с помощью лазерных технологий и поднимите свои проекты на новую высоту! Свяжитесь с нами чтобы получить более подробную информацию.




