在金属制造领域,激光焊接在镀锌板上的应用标志着一项重大进步,提高了焊接的精度、效率和质量。由于镀锌钢具有耐腐蚀性能,该技术特别适用于镀锌钢发挥关键作用的行业,例如汽车、建筑和暖通空调系统。
了解镀锌板的激光焊接
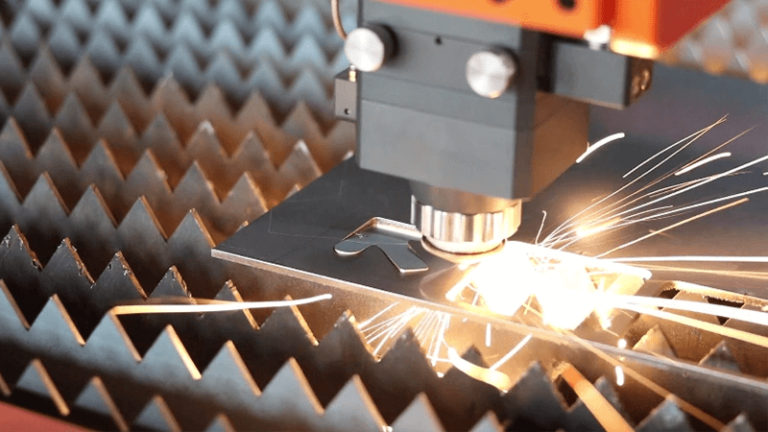
激光焊接采用集中的激光束来熔化和融合材料。对于镀锌板,这种方法非常有利。它允许在不去除锌涂层的情况下焊接涂层材料,从而保持工件的耐腐蚀性。此外,激光焊接可最大限度地减少热变形,并可实现高速焊接和出色的精度,使其成为薄板的理想选择。
激光焊接在镀锌板应用中的技术分析
镀锌板的激光焊接需要仔细控制焊接参数,以防止出现孔隙或锌蒸气滞留等缺陷,这些缺陷可能由于锌涂层的沸点低而发生。关键是优化激光功率、焊接速度和气体流速,以确保锌蒸气从焊接池中逸出,而不会损害焊缝的完整性。
使用辅助气体(通常是氮气或氩气)有助于保护焊接区域免受氧化并促进锌蒸气的喷出,从而降低孔隙率的风险并确保焊接更清洁。
镀锌板焊接技术参数
要在镀锌板上实现高质量的焊接,需要选择正确的焊接参数,这些参数要考虑到材料的厚度和锌涂层的特性。下表概述了焊接不同厚度镀锌板的推荐参数:
| 镀锌板 | |||||||||
| 材质及厚度 (mm) | 激光功率 (W) | 激光频率 (HZ) | 占空比 (%) | 摆频 (HZ) | 摆动长度 (mm) | 线速 (mm/s) | 线材类型 | 焊接角度 | 焊接形式 |
| 镀锌板1.0 | 540 | 5000 | 100 | 50 | 2 | 12 | ER304.0.8 | 平面 | 渗透 |
| 镀锌板1.0 | 540 | 5000 | 100 | 50 | 2 | 12 | ER304.0.8 | 内角 | 白色 |
| 镀锌板1.0 | 540 | 5000 | 100 | 50 | 2 | 12 | ER304.0.8 | 外角 | 70% 渗透率 |
| 镀锌板1.5 | 690 | 5000 | 100 | 50 | 2 | 12 | ER304.0.8 | 平面 | 渗透 |
| 镀锌板1.5 | 660 | 5000 | 100 | 50 | 2 | 12 | ER304.0.8 | 内角 | 白色 |
| 镀锌板1.5 | 690 | 5000 | 100 | 50 | 2 | 12 | ER304.0.8 | 外角 | 75% 渗透率 |
| 镀锌板2.0 | 1200 | 5000 | 100 | 40 | 2.5 | 12 | ER304.1.0 | 平面 | 渗透 |
| 镀锌板2.0 | 1200 | 5000 | 100 | 40 | 2.5 | 12 | ER304.1.0 | 内角 | 白色 |
| 镀锌板2.0 | 1200 | 5000 | 100 | 40 | 2.5 | 12 | ER304.1.0 | 外角 | 85% 渗透率 |
| 镀锌板2.5 | 1500 | 5000 | 100 | 30 | 2.5 | 12 | ER304.1.0 | 平面 | 渗透 |
| 镀锌板2.5 | 1500 | 5000 | 100 | 30 | 2.5 | 12 | ER304.1.0 | 内角 | 白色 |
| 镀锌板2.5 | 1500 | 5000 | 100 | 30 | 2.5 | 12 | ER304.1.0 | 平面 | 80% 渗透率 |
| 镀锌板3.0 | 1900 | 5000 | 100 | 30 | 3.0 | 12 | ER304.1.2 | 平面 | 渗透 |
| 镀锌板3.0 | 1700 | 5000 | 100 | 30 | 3.0 | 12 | ER304.1.2 | 内角 | 白色 |
| 镀锌板3.0 | 1900 | 5000 | 100 | 30 | 3.0 | 12 | ER304.1.2 | 外角 | 85% 渗透率 |
这些参数仅供参考,应根据具体项目需求和激光焊接设置进行调整。选择合适的参数对于减少缺陷和确保焊接牢固、耐腐蚀至关重要。
结语
激光焊接为镀锌板焊接提供了一种革命性方法,可提供无与伦比的精度并保持材料的耐腐蚀性。通过精心选择焊接参数,该技术使制造商能够实现卓越的焊接质量,从而延长最终产品的使用寿命和耐用性。随着激光焊接技术的不断发展,其在镀锌板焊接中的应用将变得更加普遍,从而进一步增强依赖这种多功能材料的行业的能力。