我多年前就问过这个问题,现在每周都有新买家问这个问题。市场看起来很热闹,各种光鲜亮丽的宣传单都承诺了丰厚的回报。
最佳品牌是适合您的材料、速度计划和支持需求的品牌。我在麒麟激光制造机器,我会向您展示如何轻松实现这种契合。
有些指南读起来像广告。我希望这篇文章能让你感觉像个研讨会。我会抛开那些浮夸的噱头,添加一些清晰易懂的表格,让你可以收藏,并分享真实的购物故事。跟着我一起走,你就能知道哪个品牌能带来持久的价值。
如何选择激光打标机?
一长串的光纤、CO₂、UV 和 MOPA 型号足以让任何买家眼花缭乱。我先用三个小问题来解答他们的困惑: 部分是什么?速度是多少?最终效果如何? 首先回答这些问题,然后正确的机器类型就会向前迈进。
选择打标机最简单的方法是根据您的材料、所需的对比度和预算,选择合适的激光器类型、功率和控制软件。先从实际零件样品开始,申请现场演示,并观察正常运行时间数据。
材料驱动路径
你才是主人。像钢或钛这样的金属 1064 nm 光纤光束1 因为它们吸收速度快,会留下深色氧化物。木材和大多数塑料吸收10.6微米的 二氧化碳灯2,形成光滑的棕色边缘。如果部件是玻璃或透明PET,355纳米的紫外线光束可以切割干净,且不会产生热量。
| 材质等级 | 最佳光束类型 | 关键增益 | 常见的失误 |
|---|---|---|---|
| 黑色金属和有色金属 | 光纤/MOPA | 深暗痕,高速 | 选择二氧化碳并得到微弱的线条 |
| 有机物、纸、木材、丙烯酸 | 边缘光滑,无烟点 | 使用过多的功率和烧坏边缘 | |
| 玻璃、透明塑料、蓝宝石 | UV | 冷痕、无裂纹 | 跳过封闭空间,让紫外线泄漏 |
流程驱动路径
快速谈话:
| 批量大小 | 目标周期时间 | 建议功率 | 镜头尺寸 |
|---|---|---|---|
| <100个零件/天 | 每个<10秒 | 20瓦光纤 | 163 毫米 |
| 100–500 个零件/天 | 每5秒 | 30瓦光纤 | 163毫米或210毫米 |
| 全天候线路编码 | 每个<2秒 | 50 W 光纤或 60 W 二氧化碳 | 254 毫米 |
如果周期时间严格,更高的功率会缩短每个标记的脉冲数。切勿在未检查焦点漂移的情况下提高速度。我记录了样品标签上每1000个代码的光斑尺寸;如果漂移保持在0.02毫米以下,光学系统就能跟上速度。
预算驱动路径
我将成本分为四个部分,您可以进行规划:
| 桶 | 占总数的比例 | 生活 | 控制尖端 |
|---|---|---|---|
| 激光源 | 35 % | 5-10岁 | 索取老化功率图 |
| 运动/振镜 | 20 % | 5和 | 检查抖动规格 |
| 镜架/光学元件 | 25 % | 10和 | 检查焊缝 |
| 服务/零件 | 20 % | 10和 | 提前索取备用清单 |
许多首次购房者把钱都花在了瓦数上,却忽略了备用镜子。他们等到以后停工时才花钱。我就是在一个周五晚上,因为一块20美元的镜子碎了,导致排队买菜的队伍停了下来,才明白了这一点。
服务驱动路径
我根据四条规则来评判服务:
- 2 小时内回复。 回复迟了就意味着长时间的停工。
- 零件在 48 小时内发货。 真实库存,不做承诺。
- 简单的手册。 每个任务都会有一张照片和一个简短的步骤。
- 远程支持。 我在每个麒麟激光控制箱上都添加了一个网络摄像头,以便工程师可以实时查看警报。
如果供应商违反了两条规则,我就继续走人。光鲜亮丽的标志无法弥补产量损失。
更深层次的商店故事
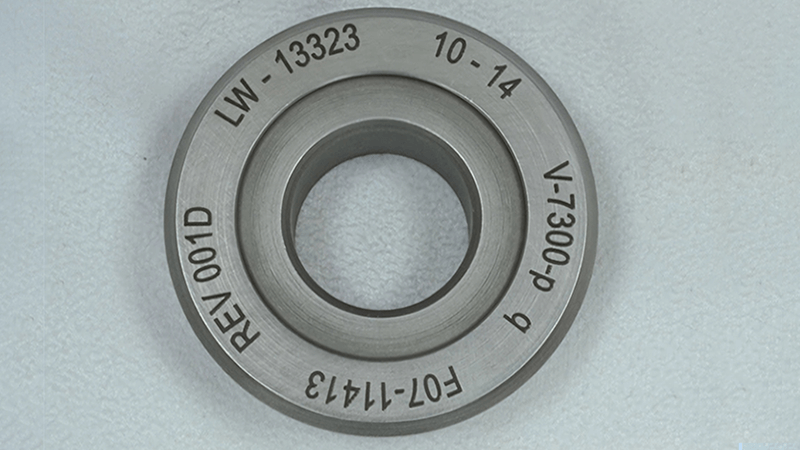
三年前,一位航空航天客户需要 Ti-6Al-4V 上的高对比度标记3 管子。他们旧的灯激光器留下了灰色阴影,经过热循环后会逐渐消退。我用我们的30 W MOPA光纤在一根管子上,使用200 kHz频率的85 ns脉冲。标记看起来乌黑发亮。我们将管子在400 ℃下烘烤一小时,冷却后重新扫描。数据矩阵保持A级。那次演示让系统在没有价格竞争的情况下就卖出去了,因为买家看到的是真正的效果,而不是空谈规格。

最好的激光源品牌是什么?
很多人以为“最好”就意味着名气大。多年的现场维修经验告诉我,正常运行时间、光束质量和备件速度都胜过任何广告。
最佳的激光源应具备稳定的功率、纯净的光束(光纤的M² < 1.6)以及快速的零件供应能力。麒麟激光集成了IPG、Max和JPT激光系统,因为它们符合这些特点,并提供真正的全球支持。
可靠性第一
| 品牌 | 平均故障间隔时间(小时)4 | 额定寿命(小时) | 备用泵船 |
|---|---|---|---|
| IPG | 200,000 | 100,000 | 24小时 |
| max. | 120,000 | 80,000 | 48小时 |
| 日语考试 | 100,000 | 70,000 | 72小时 |
我要求每家供应商提供一份500小时老化后的功率漂移图表。如果漂移保持在3%以下,光源就通过了测试。IPG通常领先。Max去年在中功率型号上缩小了差距。
光束质量和灵活性
A 光纤束5 在数学上是圆,但在生活中却是主力军。形状比原始功率更重要。JPT MOPA 的脉冲宽度范围(2-500 纳秒)更胜一筹,让我可以对钢材进行彩色标记。Max 提供清晰的方脉冲,可以雕刻出深刻的标志。IPG 拥有最广泛的波长库,例如 1070 纳米和 1090 纳米,这有助于稀有合金的加工。
成本曲线
| 型号 | 街道价格指数 | 核心价值 | 最合适 |
|---|---|---|---|
| 最大 MFPT-20 | 1.0 | 价格公道,脉搏强劲 | 工作商店 |
| IPG YLP-20 | 1.6 | 最高稳定性 | 24/7 全天候工厂 |
| JPT LP-M1-30 | 1.3 | 宽脉冲宽度 | 彩色标记 |
经常有买家问我为什么不只用一个品牌。我的答案是:每个部件都需要一个最佳匹配三角——价格、梁、支撑。更换供应商让我每次都能找到这个最佳匹配三角。
保修和隐藏条款
我读了小字:
- 小时与月。 有些保修期为18个月或6000小时(以先到者为准)。一条繁忙的线路在XNUMX个月内就会达到小时数限制。
- 用户日志。 如果维修期间日志文件丢失,某个品牌的保修将失效。我添加了自动上传到云端的功能,确保日志安全无虞。
- 激光关闭时间。 纤维泵讨厌灰尘。我建议买家每周一预热五分钟,以排出空气并保持密封。
维修费用比备件费用还高。仔细阅读说明可以避免日后的麻烦。
更深入的商店测试
去年冬天,一家封装厂并排运行了三个不同品牌的20 W光源。我用一个串联光电二极管每四小时记录一次功率。运行800小时后,IPG漂移为1.2%,Max为2.5%,JPT为3.1%。所有漂移均符合规格,但数据表明工厂需要的IPG校准次数较少,因此他们支付了额外费用。

我该如何选择激光机?
有些买家会把“机器”和“光源”混为一谈。两者之间是有关联的,但坚固的框架、智能的光学系统和优秀的软件可以将中档光源变成利润引擎。
您选择一个 激光机6 通过检查刚度, 光路7、散热和支持。要求进行 30 分钟的光栅压力测试,检查门电路,并逐行阅读服务合同。坚固的框架能保持专注;诚信的服务保障正常运行时间。
机械完整性
| 框架材料 | 1G 时的挠度(毫米) | 最佳使用 | 成本指数 |
|---|---|---|---|
| 铸铝 | 0.015 | 桌面光纤 | 1.0 |
| 焊接钢管 | 0.010 | 中型二氧化碳 | 1.3 |
| 花岗岩床 | 0.005 | 超细紫外线 | 1.8 |
我在镜头上安装了一个千分表,旋转Z轴,然后轻敲镜框。如果指针移动超过0.02毫米,则镜框太轻。振动会使条形码模糊。
光学对准
光束路径是核心。我的检查清单:
- 密封振镜,如果存在金属粉尘则防护等级为 IP65。
- 光缆弯曲半径≥3cm,锚下有软泡沫。
- F-theta镜头防污环。
- 如果需要空气辅助,则可快速更换喷嘴。
光纤放置不当会迅速损坏光束模式。我遇到过一家工厂,他们把电缆像电话线一样绕成一圈;一个月内电力下降了15%。
软件人体工程学
激光 GUI 应该像一个手机应用程序,而不是一个科学实验室。
| 任务 | 接受时间 | 理想点击 |
|---|---|---|
| 导入DXF | <30秒 | 2 |
| 设置标记深度 | <15秒 | 1 个旋转盒 |
| 开始自动编码 | <10秒 | 1 |
| 回忆上一份工作 | <20秒 | 2 |
我们用简洁的按钮构建了麒麟激光的用户界面。新员工第一天就能上手,避免生产线停工。
安全与合规
寻找:
- 具有联锁装置的 I 类外壳。
- 发射窗口在 0.1 cm 处 < 10 µW/cm²。
- IEC 60825 激光标签与眼睛齐平。
- 0.5 米内紧急停止。
我曾经帮助一条食品生产线通过 FDA 审核;检查员更关心门开关而不是光束功率。
生命周期成本
| 名称 | 年度支出 | 切尖 |
|---|---|---|
| 筛选 | $120 | 买散装 |
| 镜头擦拭巾 | $50 | 使用小袋 |
| 编码轮 | $90 | 留有余量 |
一套260美元的套件就能让一台价值15万美元的机器保持正常运转。如果不使用,你就得冒着损失000美元的风险。
更深层次的框架对决
我们用螺栓将一台麒麟铸铝桌面单元固定在一台进口薄钢制桌面单元旁边。两台桌面单元都安装了一个30瓦的光源。在冲压生产线上工作了一周后,进口框架弯曲了0.08毫米,焦点偏移,代码模糊不清。我们的框架弯曲了0.01毫米。买家把所有工作站都换成了麒麟,并给我们写了一封感谢信。
20W和30W激光打标机有什么区别?
功率很重要,但并非直线上升。很多人认为更高的瓦数只意味着更深的标记,但脉冲宽度、透镜和驻留形状带来的输出远不止瓦数。
20 瓦激光器适合中等速度的作业和薄金属加工;30 瓦激光器可提高约 30% 的产能,切割深度更深,切割区域选择范围更大。在钢材、黄铜以及需要短周期加工的生产线上,其优势最为明显。
激光打标机的速度与深度
| 测试部分 | 20W时间(秒) | 30W时间(秒) | 深度增益8 |
|---|---|---|---|
| SS 标签 15 毫米 QR 码 | 7.2 | 5.0 | 0.03 毫米 |
| 黄铜齿轮系列 | 6.0 | 4.2 | 0.02 毫米 |
| ABS房屋标识 | 4.0 | 3.0 | 没有必要 |
深度数字看起来很小,但它们增加了油漆填充寿命并通过了盐雾测试。
热预算
更高的功率可能会影响薄型部件的加工。为了保持热量均衡,我将200W设备的脉冲宽度从90纳秒降低到30纳秒。计算如下:
温升∝(功率×停留时间)/面积
更短的驻波时间可平衡额外的功率。钳形电流表在细铜母线上显示相同的ΔT,因此它们不会弯曲。
效用和回报
| 因素 | 20W 瓦 | 30W 瓦 |
|---|---|---|
| 峰值抽签 | 600W 瓦 | 900W 瓦 |
| 每1000个代码循环千瓦时 | 0.14 | 0.13 |
| 价格指数 | 1.0 | 1.3 |
| 每天 2000 个标签的回报 | 18 mo | 12 mo |
较短的周期抵消了较高的标价。我分享了一个反映投资回报的电子表格;买家看到数字后,通常会选择30万。
成长之路
如果您计划明年在厚阳极氧化板上进行标记,请先从 30 W 开始,以免将来更换。但如果标记会留在塑料盖上,那么 20 W 就足够了。
更深入的案例研究
我之前标记的航空管显示出了提升效果。20 W MOPA 留下了深色但浅的氧化层。经过热循环后,代码对比度损失了 20%。在 30 W MOPA 上以更短的脉冲运行相同的作业,氧化层深度翻了一番,标记在 400 ℃ 烘烤后仍保持 A 级。客户通过减少手工印章返工,每年节省了 40 万美元。
结语
好的购买流程很简单。列出实际材料、目标周期时间和完成测试标记。将这些与激光器类型匹配,然后选择一个能够证明正常运行时间并备有备件的供应商品牌。检查框架刚度、光学密封性和软件速度。确定 20 W 是今天能用,还是 30 W 能保证明天能用。按照这些步骤,您将拥有一台 麒麟激光装置 9 它打印清晰的代码,并快速收回成本。如果您还有疑问,请给我寄一个零件,我会实时为您标记。精准的光束——这是我们的承诺。
-
探索 1064 nm 光纤光束对金属切割的优势,包括速度和标记质量。 ↩
-
了解二氧化碳光如何与木材和塑料相互作用以形成光滑的边缘并避免燃烧。 ↩
-
探索在钛合金上实现高对比度标记的有效方法,这对于航空航天应用至关重要。 ↩
-
了解 MTBF 有助于评估激光系统的可靠性和寿命,这对于做出明智的购买决策至关重要。 ↩
-
探索光纤光束质量可以揭示它如何影响各种应用中的精度和效率,增强您对激光技术的了解。 ↩
-
了解激光机的基本功能可以帮助您做出明智的购买决定并最大限度地提高生产力。 ↩
-
探索光路对激光性能的影响可以增强您的知识并提高您的操作效率。 ↩
-
了解深度增益可以增强您对标记质量和耐用性的了解,这对于制造过程至关重要。 ↩
-
尝试为您的应用获得最佳的激光打标机,点击此链接获取您的价格 ↩




